Research
The main research area of the department are hard protective coatings prepared by physical vapor deposition techniques (PVD). The topics of our work are:
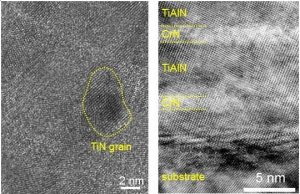
Nanostructured hard coatings
A few years ago the trendline of hard coating research was oriented towards new materials, i.e. adding a third element to the already known compositions. Today, on the other hand, the main emphasys is on development of new microstructures, while the average chemical composition remains unchanged. There are two main directions. The nanolayer coatings, e.g. AlTiN/TiN with a layer thickness in the order of several
10 nm; and the nanocomposite coatings, e.g. c-TiN/a-Si3N4, with grains of comparable size. The nanostructured coatings are distinguished by a distinctively nonlinear dependence of their properties on the input parameters. We have been depositing the nanostructured coatings for several years, and successfully implemented them in industrial production.

Low-temperature hard coatings
Standard hard coating deposition processes are performed at around 450 °C, which is not an issue in classical tool materials such as tool steels. If we can reduce the deposition temperature to about 200 °C while keeping good mechanical properties, the list of substrate materials for deposition expands extensively. An additional important segments are tools or evene final products made of aluminium alloys. About 15 years ago, our research group was one of the first in the world who developed the low-temperature hard coating CrN. Recently we developed a procedure to deposit low-temperature TiN as well.
High-power impulse magnetron sputtering

Today, the standard way of hard coating deposition is by DC sputtering. The application of pulsed sputtering is relatively limited, however, a new technique has been recently established, the high-power impulse magnetron sputtering (HIPIMS) where the cathode is powered only for a few 10 μs at a peak power in the order of 1 MW. At such a high power density the ionization is almost 100 percent, while the microstructure of such a coating is fine-grained. In addition to the experimental work in our own chamber we made several experiments in the Berkley labs, where our co-worker worked as a guest scientist.
Combinatorial processing of hard coating composition
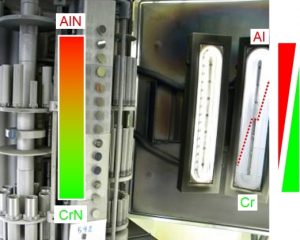
The usual way of “scanning” the influence of coating composition is by depositing different coatings with step-wise composition from one stoichiometry to another. An alternative, seldom used principle is applying gradient targets to deposit a smooth transition along the gradient axis in one single batch. In practice, triangular-shaped segmental targets can be used to ensure a gradual transition from one composition to the other. A scientifically more challenging task is proper interpretation of results where standard analytics of discreete samples is no longer adequate. At present we have the following targets: Cr, Ti, V and Al. So far we have made several elementary experience and proved the applicability of this principle.
Defects in hard coatings
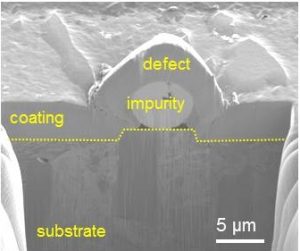
The growth defects are common in hard coatings, nevertheless there is scant information on them in the literature. As they are in essence errors, the researchers tend to avoid them; the industry on the other hand is well aware of their importance but is reluctant to publish these findings. There is an important motivation to explore how these defects form, and above all how to avoid them or at least to decrease their concentration. At the defect sites the local corrosion attack is usually the strongest. Our department has a lot of experience in the study of growth defects, indeed we are one of the few research groups to study them in a systematic manner.
Coatings with low friction coefficient
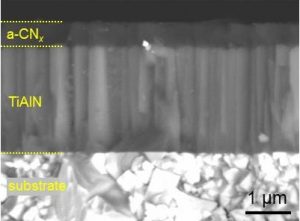
In constrast to high hardness, one of the directions in hard coating research is directed towards achieving a low friction coefficient. In general coatings with a low friction coefficient have a low hardness too, therefore the established concept is to prepare bilayer coatings: hard phase / low-friction-coefficient phase. Among the most widespread low-friction coatings are the diamond-like carbon coatings (DLC). In our department, we have worked on the diamond-like carbon coatings for several years, and we have succesfully implemented one of them (aCN) into industrial production.
Tribocorrosion analytics of hard coatings
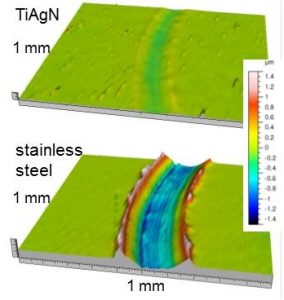
In evaluating the degradation of functional materials, there are two well-established groups of tests. The first is the tribological testing where we evaluate the mechanical wear of two materials in sliding contact. The other is the corrosion testing where we are following the chemical destruction of the material in (mechanically speaking) static conditions. A synthesis of both concepts is the tribocorrosion test, where we simultaneously measure the parameters of sliding wear (e.g. friction coefficient) and electrochemical parameters (corrosion potential, corrosion current). In this way we can in-situ evaluate the coating degradation. The applicability of this principle was shown on two coatings (TiAgN and TiSiN).